



Research on Die Forging Process Technology of Gear Blank
2020-07-17 09:13:38Gears are important components for transmitting motion and power. They are widely used in mechanical equipment, transportation, metallurgy, aerospace and other fields, and their quality mainly depends on the quality of the gear blank. The production process of gear blanks mostly adopts die forging to produce pre-forming (or pre-forging) → final forging forming process, and the shape of the pre-formed forging is close to the shape of the final forging. The characteristics and development trend of modern manufacturing technology determine that the requirements of various industries on the technology and economic efficiency of gear blank forgings are becoming higher and higher. In addition to ensuring the forming quality of forgings during die forging of gear blanks, it is also necessary to reduce the production process and improve the manufacturing efficiency. To reduce product cost. In this paper, a gear blank forging (Figure 1) in our factory is taken as the research object. From the perspective of reducing the die forging process, the process plan of the round die-shaped blank forging gear blank forging by one-step die forging is studied, and the height-to-diameter ratio of the blank is analyzed by numerical simulation The effect on the quality and forming load of forming forgings, and on this basis, a feasible blank size was obtained. This scheme has passed the production test verification and the effect is good.
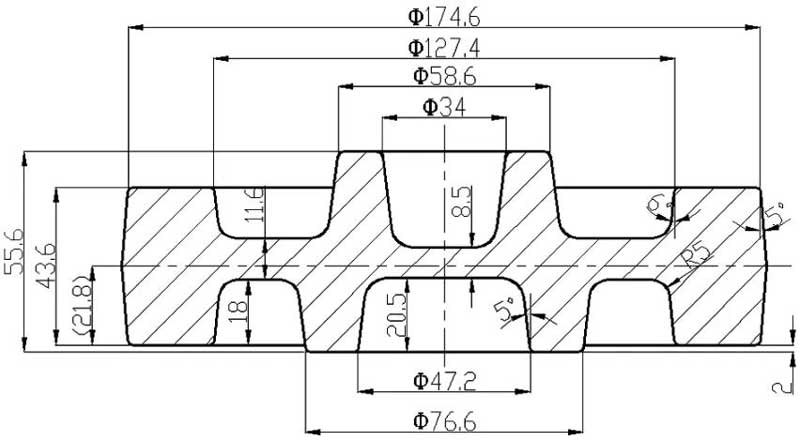
Figure 1 Gear blank forging
Process analysis of gear blank forging
According to the structure of the gear blank forging, open die forging is to be used. The blank is made of pie-shaped steel billet. The parting surface of the forging is selected at the center of the rim height. The upper and lower parts of the gear blank have different sizes, the upper part has a smaller diameter and a higher height, and it is difficult to fill the metal during the die forging process. Therefore, it is designed to be formed in the upper die and the thickness of the continuous skin is 8.5mm. as shown in picture 2.
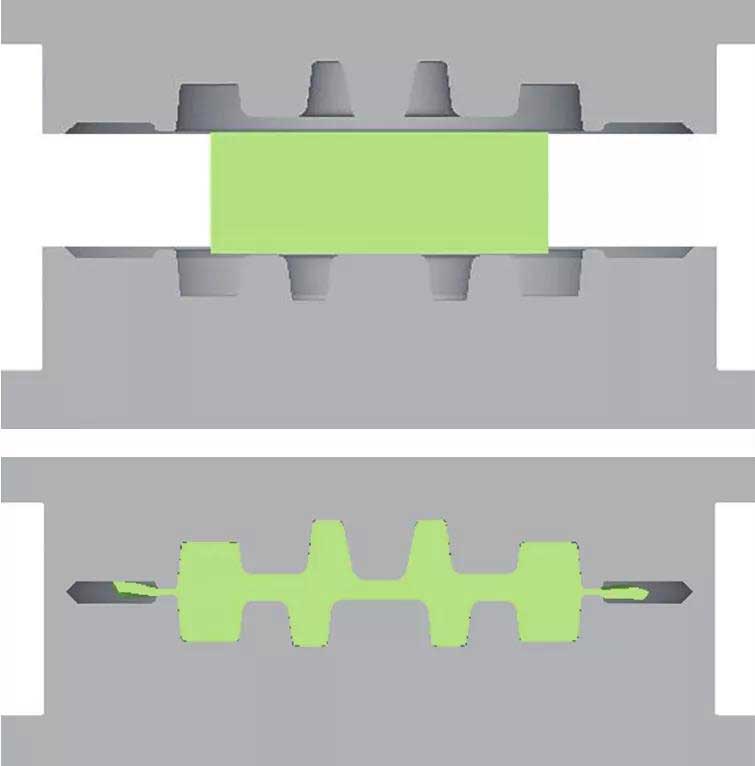
Figure 2 Schematic diagram of die forging
Numerical simulation of gear blank forming process
The blank size parameter is the main factor affecting the metal flow law in the die, the forming quality of the forging and the forming load. For pie-shaped blanks, the different size parameters are reflected in the different height-to-diameter ratios. This article is modeled according to the one-step die forging process plan for the pie-shaped blanks. In simulation studies, other simulation conditions are the same. The lower mold is set to be fixed, the blank is placed on the lower mold, the upper mold moves downward until the mold is closed, and the blank gradually fills the cavity under the pressure to complete the die forging process.
| No. | OD/mm | Height/mm | Ratio of Height to Diametert H/D |
| Blank 1 |
120 |
84.5 | 0.7 |
| Blank 2 | 150 | 54 | 0.36 |
| Blank 3 | 170 | 42 | 0.25 |
Table 1 Blank size parameters
Different billet height-diameter ratios will cause changes in the forming quality and forming load of forgings. Therefore, this paper focuses on the analysis of the simulation results under the above factors from these two aspects.
Comparison of forging quality.
The high diameter of the blank 1 is relatively large, and it can be seen from the metal flow in the forming simulation results (Figures 3(a) to (b)): At the initial stage of forming, a relatively large compression deformation first occurs in the axial direction of the blank, similar to Local upsetting, the diameter of the blank gradually increases, the metal flows outward, and the outer edge produces a drum shape; the upper mold continues to move downward, and the hub part is gradually filled. After the outer edge metal contacts the mold cavity of the rim part, due to the outer edge of the blank The metal drum gradually increases, where the inner corner of the mold cavity is folded, as shown in Figure 3(a).
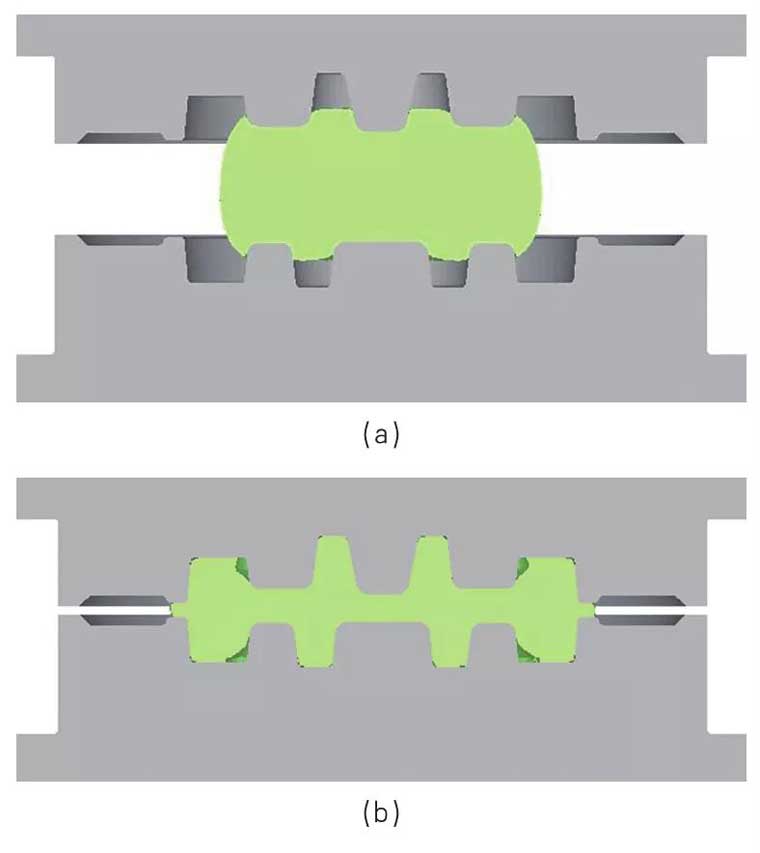
Figure 3 Blank 1 forging process
The height of the blank 3 is relatively small. From the metal flow in the forming simulation results (Figure 4(a) to (b)), it can be seen that the blank produces compression deformation under the action of the mold, and the metal material flows in the radial direction, the edge The metal quickly flows into the flash groove, and too much metal material flows out of the mold cavity, causing insufficient filling of the rim part, forming defects.
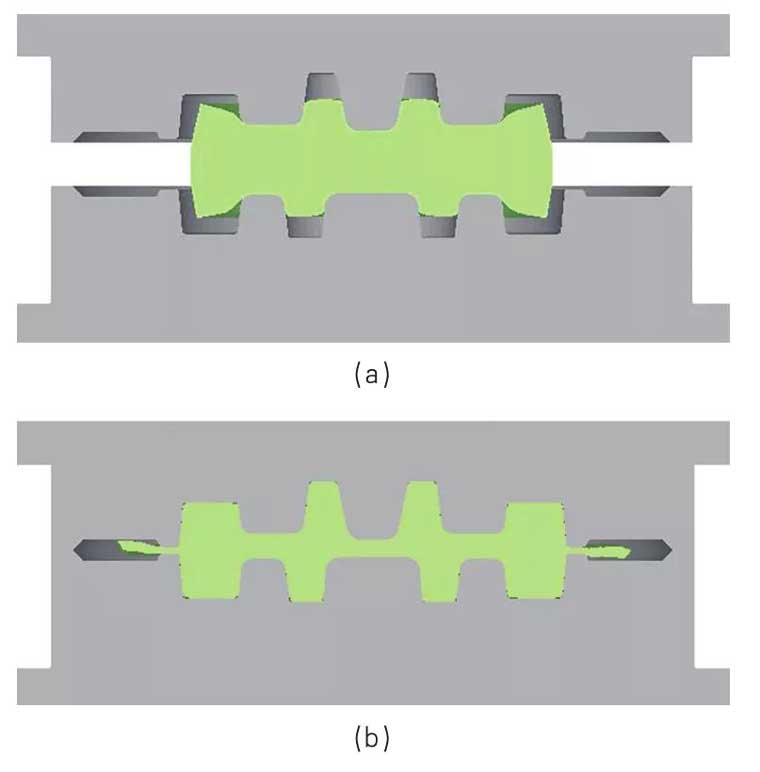
Figure 4 blank 3 die forging process
It can be seen from the simulation results of the forging forming of the blank 2 (Fig. 5 (a) ~ (b)) that no folds caused by the large axial compression and the large outer drum deformation occur during the metal flow. At the same time, there is no case that the metal material flows into the flash groove prematurely, and the partial cavity is not filled enough. The forging formed by the blank 2 can fill the upper and lower dies well, which meets the design requirements.
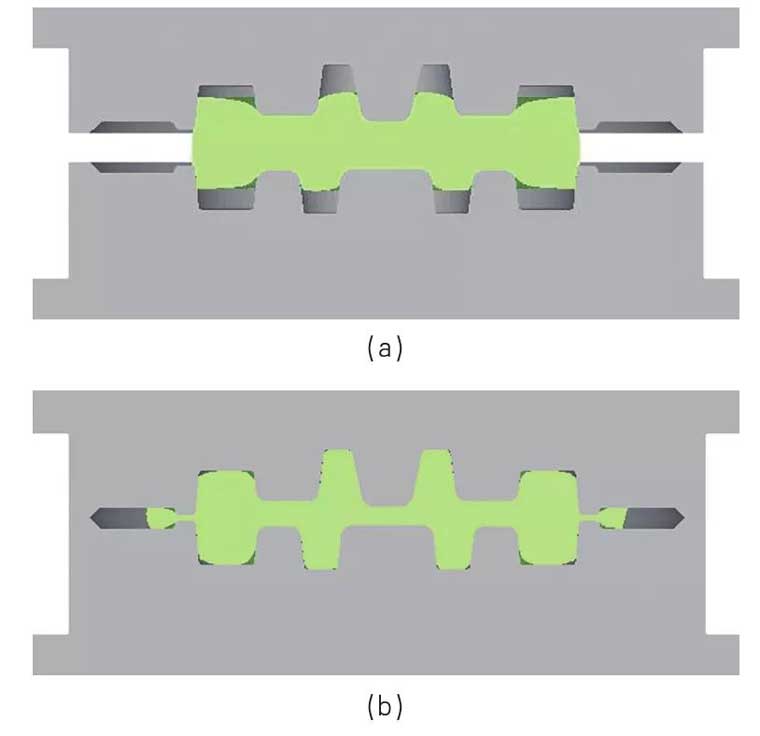
Figure 5 blank 2 die forging process
The billet height-diameter ratio affects the metal flow in the die cavity during the die forging process, and ultimately determines whether the forgings that meet the size and surface quality requirements can be obtained. If you want to achieve one-step die forging gear blanks, the reasonable billet high-diameter The ratio is a prerequisite. By repeatedly simulating the die forging process of billets with different height to diameter ratios, it is concluded that the billet with a height to diameter ratio in the range of 0.32 to 0.45 can obtain forged parts with good filling and no folding.
Comparison of forming load.
The amount of forming load in the die forging process is an important indicator in the process design. Higher forming load is easy to cause plastic deformation and fracture of the forging die, which significantly affects the life of the die. The forming load-time curve of the three types of blank forging forming process is shown in Figure 6. The change law of the load during the deformation process is the same. According to the forming load curve, it can be divided into two stages: the initial stage of the blank under the action of the mold First of all, the deformation is similar to local upsetting. The outer edge of the blank is a free surface, so the forming load at this stage is small and the slope of the curve is also small; after the outer edge of the blank contacts the mold cavity until the final mold is closed, the forming load The amount increases sharply until the end of the die forging stroke reaches the maximum value.
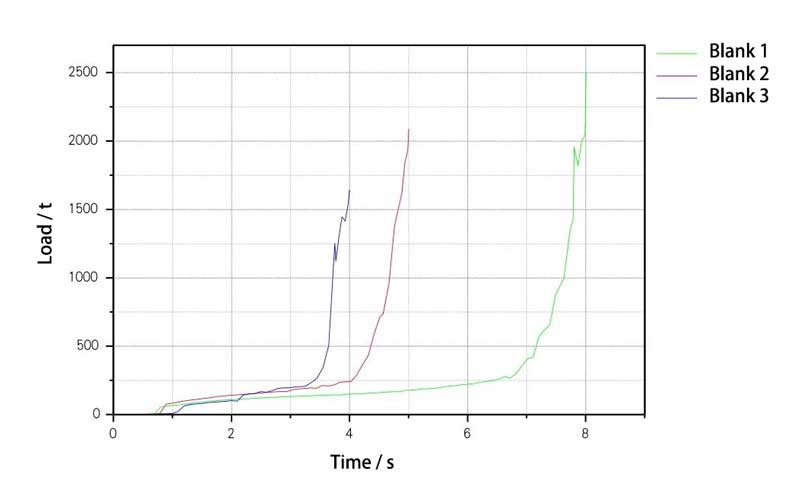
Figure 6 Forming load-time curve
It can be seen from the comparison of the forming load of the three high-diameter ratio blanks during the forging forming process that the larger the high-diameter ratio, the greater the deformation of the blank during the forming process and the greater the maximum forming load, so it is within a reasonable blank size range , You can choose a smaller billet height to diameter ratio to reduce the forming load.
Production test for gear blank forging
According to the above numerical simulation and optimization, the blank size was finally selected to be φ150mm×54mm. On this basis, a gear blank one-step forming die forging process plan was developed, and production tests were conducted. The final die forging gear blank forging is shown in Figure 7. The size of the forgings meets the design requirements and the surface quality is good, which verifies the rationality of the next forging forming scheme of this blank size.

Figure 7 Gear blank forging
Conclusion
In order to reduce the die forging process, a one-step die forging forming scheme of a gear blank forging was numerically simulated, the influence rule of the billet high-diameter ratio on the forming quality and forming load of the forging was analyzed, and the feasible blank size was obtained, and the research content was obtained. The actual production test verifies that the effect is good.
- By simulating and analyzing the effect of blank size (height-to-diameter ratio) on the size and surface quality of gear blanks formed by one-step die forging, a reasonable range of blank height-to-diameter ratio is obtained.
- The greater the height-diameter ratio, the greater the deformation of the blank during the forming process and the greater the amount of forming load. Within the range of the blank size obtained by ⑴, a smaller blank height-to-diameter ratio can be selected to reduce the forming load.
- The production test of the one-step die forging process under the blank size parameters proposed in this paper has a good forming effect.
How to choose gear blank forging production line machine
Forging gear blanks can use CNC die forging hammer, electric screw press or hot die forging press. Each of the three devices has its own advantages, but the CNC forging hammer line and electric screw forging press line are two common used forging machine for gear blank forging. Anyang Forging Press can provide both of these two kinds of forging line to make your gear blank, forging automation design, machine manufacture, installation, training, maintenance are all available. If you want to know the difference between the three devices, please feel free to contact us at any time!